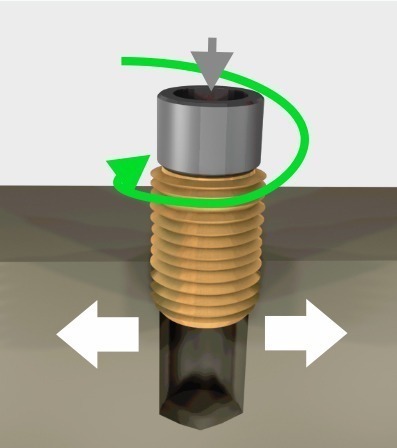
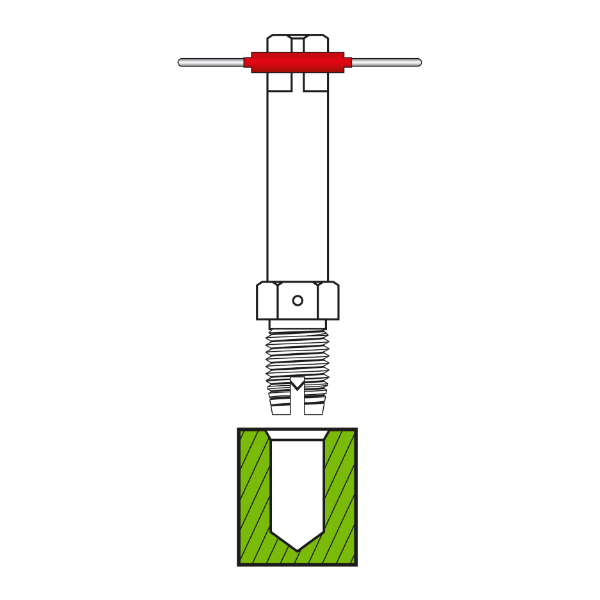
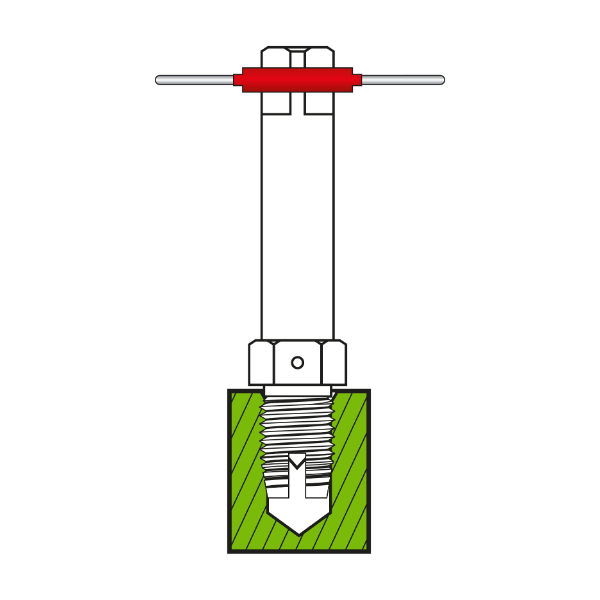
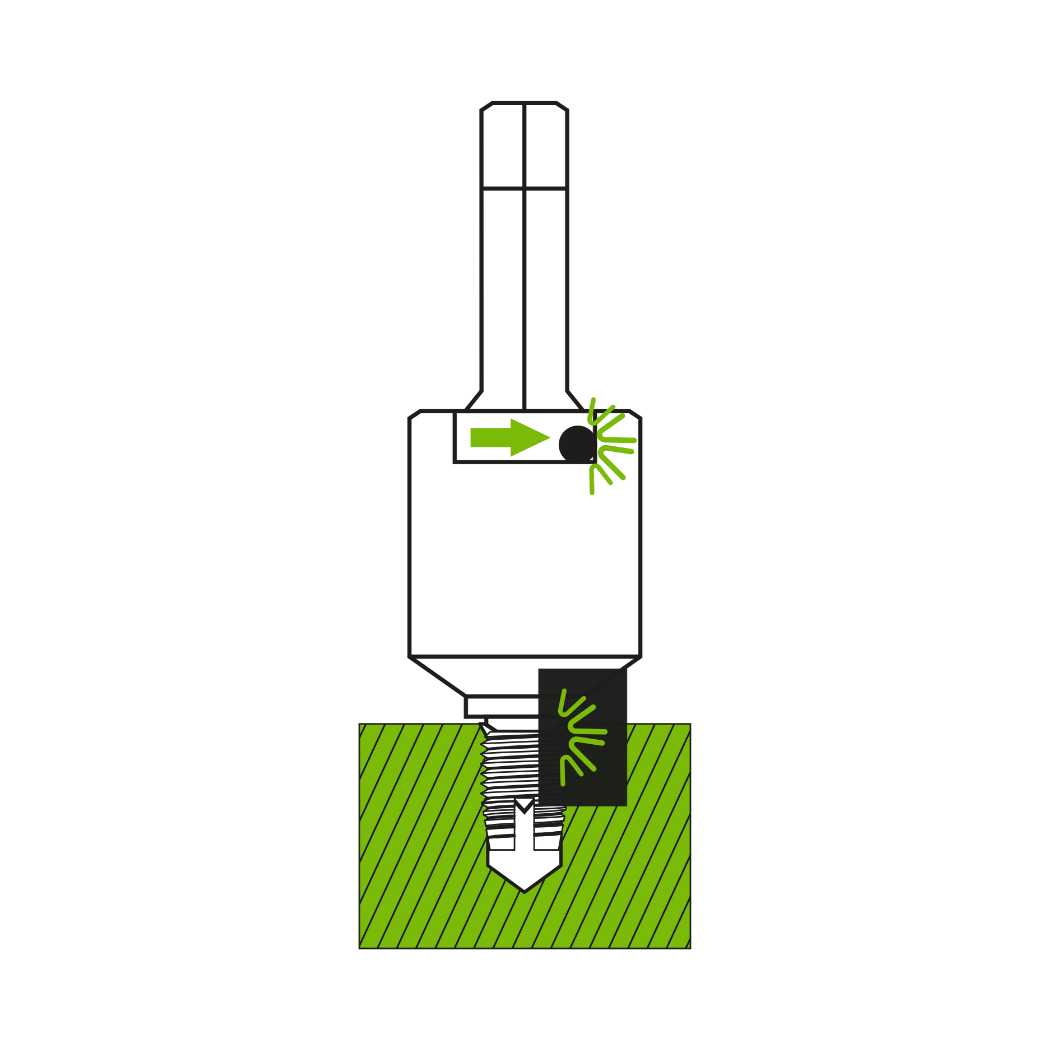
Werkzeugvorrichtung positioniert den Gewindeeinsatz axial in die Aufnahmebohrung (Spritzguss) oder in das Bohrloch. Gewindefurchend, ohne Schneidkante: Werkstoff wird ohne Spanbildung verdrängt, gewindeschneidend mit Schneidkante: Schneidkante schneidet den Werkstoff
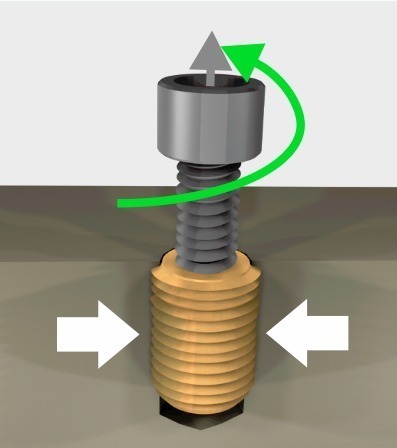
Phase 02
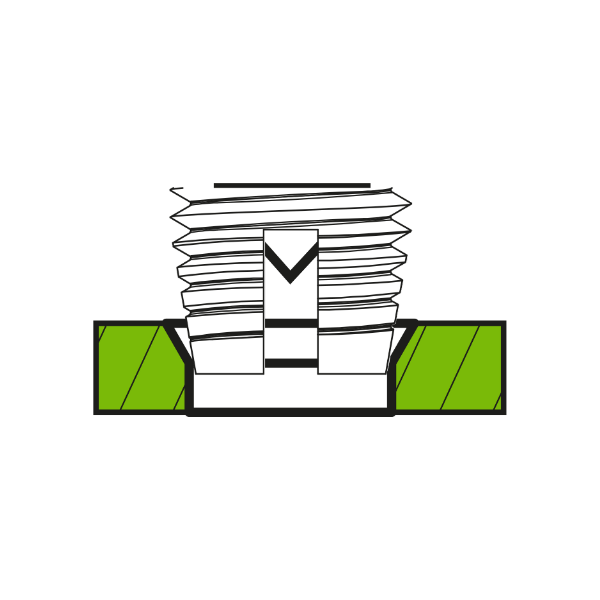
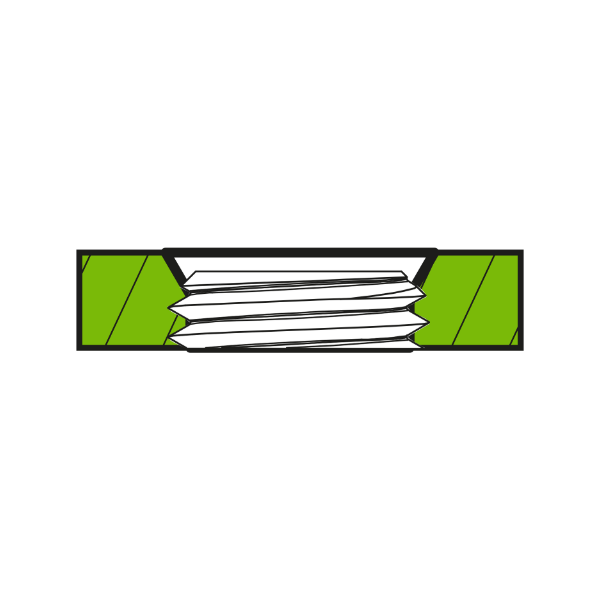
Gegenmutter oder die Werkzeugvorrichtung trennt den Werkzeugkörper vom Gewindeeinsatz. Der verdrängte Werkstoff verklemmt den Gewindeeinsatz und erzeugt eine Auszugsfestigkeit.
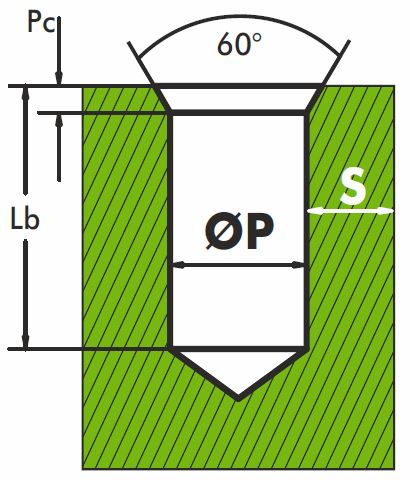
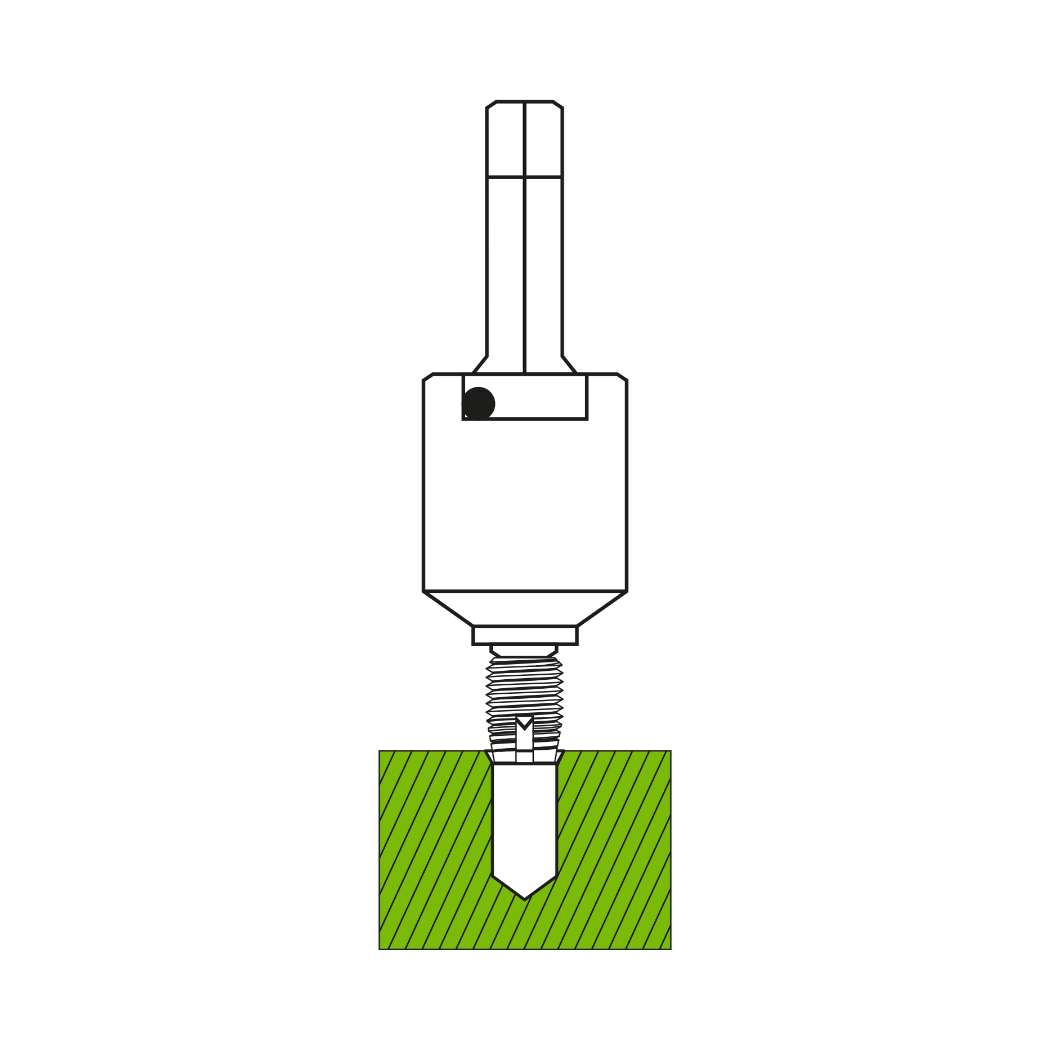
Lb Kernlochtiefe Spänedepot während des Einschraubens Lb=+2 bis +3mm Gewindeeinsatzlänge
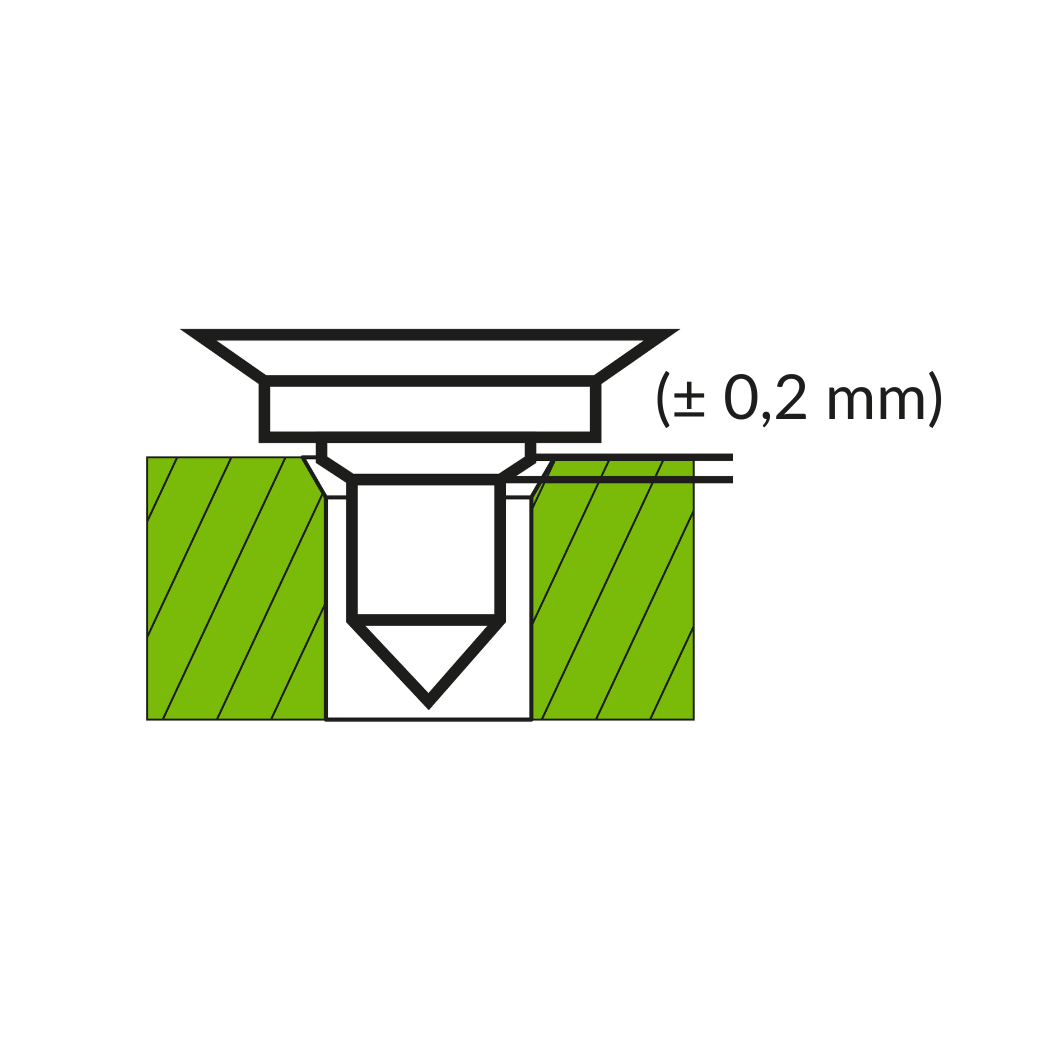
Freies Kernloch
Gewindeeinsatz über komplette Länge im Kernloch montieren: Gewindeeinsatzlänge +1mm
Thermoplast
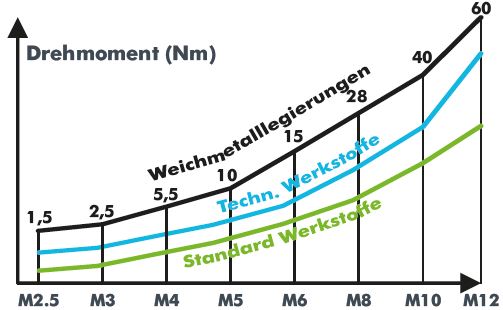
Standard
Fase von 60° Pc =1 à 1.5 x ext. Gew.Steigung
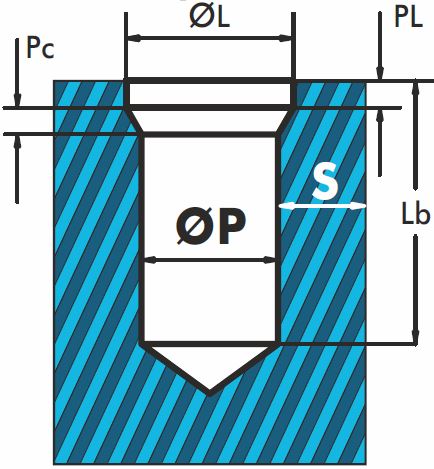
Technische Thermoplaste
& High performance Werkstoffe
& Weichmetalllegierungen
ØL =Øext+0.2 bis 0.4 mm PL =1 à 1.5 x ext. Gew.Steigung Pc =1 à 1.5 x ext. Gew.Steigung
Drehmoment & Geschwindigkeit für IV2 in gehärtetem Stahl
ØP / Kernlochdurchmesser: S 17 bis 19
Ein grösserer Kerlochdurchmesser erleichtert zwar das Einschrauben führt aber nachteilig zu einer Reduzierung der Auszugskraft und des Verdrehmomentes. Eine Fase oder spezielle Aufnahmekontur erleichtert die Positionierung und das Einschrauben.
S: Tubuswanddicke
Hängt von der Werkstoffelastizität sowie von den aufgebrachten Kräften (Kerbspannungen) während des Montagevorganges ab.
Thermoplaste – Standard: S ≥ 0.25 bis 0.9 Ø aussen GW-Einsatz
Technische Thermoplaste & High performance Werkstoffe & Weichmetalllegierungen: S ≥ 0.2 bis 0.6 Ø aussen GW-Einsatz
Innengewinde
M2.5 M3
M4 M5
M6 M8
M10 M12
M14 M16
Rotations geschwindigkeit (U/min)
ab 800 – 1300
ab 600 – 900
ab 400 – 700
ab 300 – 450
ab 240 – 350
Die Werte und Angaben sind als Richtwerte zu verstehen.
Jede Anwendung und Werkstoff ist spezifisch zu betrachten und sollte durch einen Versuchseinbau getestet werden.
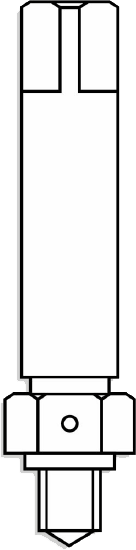
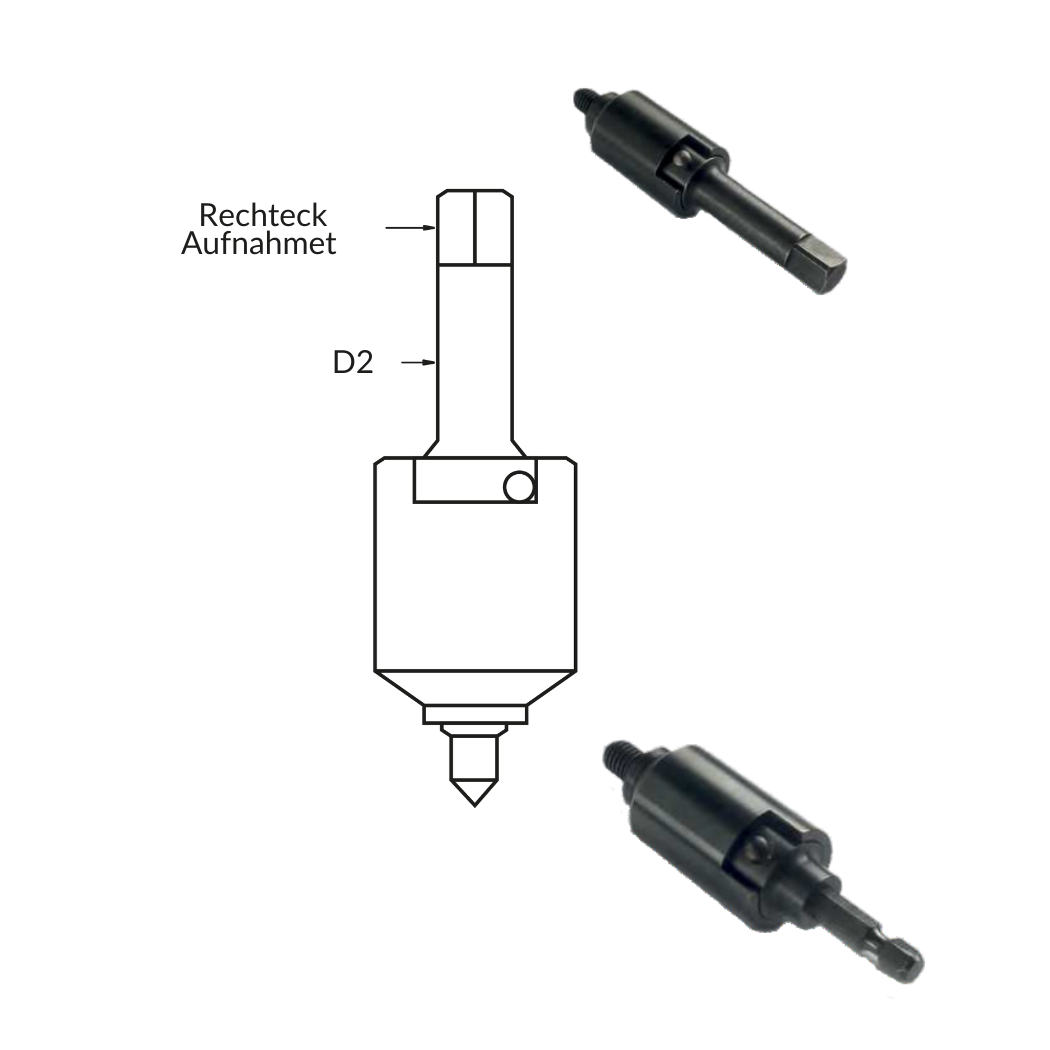
Montagehilfsmittel
EMPFEHLUNGEN & WERKZEUGE
Garantiert eine optimale Montage
Einschrauben mit Hilfe Montagehilfsmittel mit Kontermutter oder mit integrierter Entkoppelung
Bei erschwerten Montagebedingungen ist eine “Langversion“ verfügbar
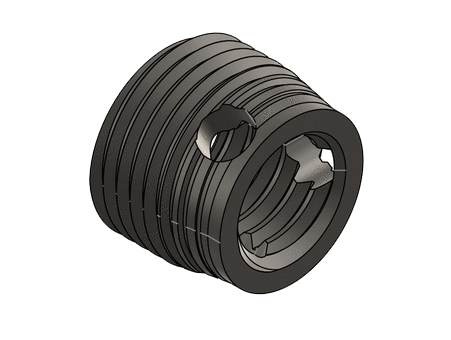
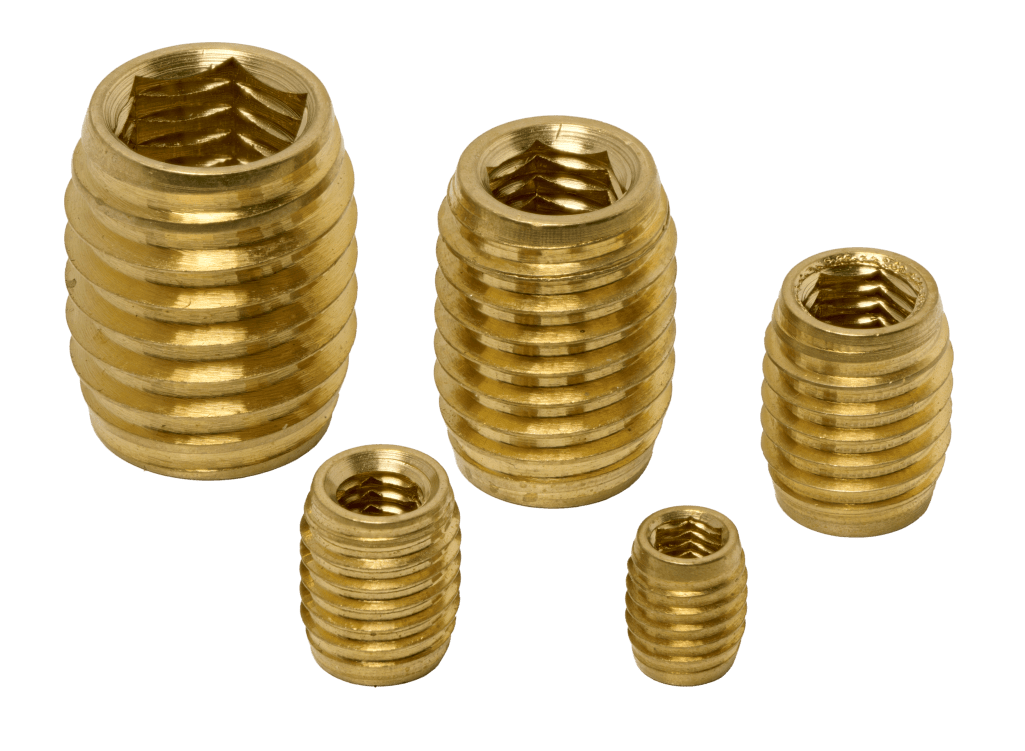
Ohne Kopf, Flankenwinkel 45°, Flankengeometrie 160°, Innensechskant
Innengewinde M3 (1/10 de mm)
Gesamtlänge 6 mm (1/10 de mm)
Metrisches Gewinde
ext. Ø 5 mm
(1/10 de mm)
Messing
CW 614N
keine
Untergruppe V Einschrauben S Umspritzen E Expansionsverankerung P Einpressen U Ultraschall-Schweissen
Untergruppe Einpressen mit Ultraschall 1 ohne Schneidkante, ext. Gew. 60°, metr. ISO-Gew. 2
mit Schneidkante, ext. Gew. 60°, Feingewinde
7 Voll-Gewinde, mit 3 Schneidbohrungen 8 Gewindeschneidend 3 Schneidbohrungen, geringe Tubuswanddicke 9 mit Schneidkante, für weiche Thermoplaste + Holz
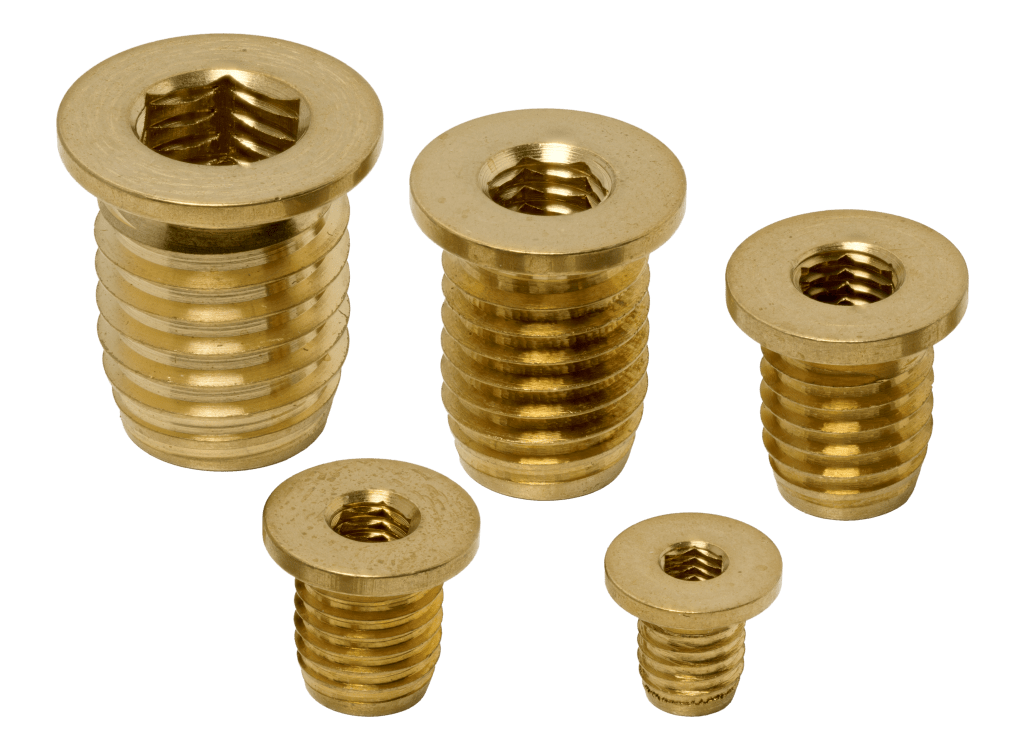
Untergruppe Gewindeeinsätze zum Einschrauben Typ K & H V K Mit Kopf, Flankenwinkel 45°, Flankengeometrie 160°, Innensechskant H Ohne Kopf, Flankenwinkel 45°, Flankengeometrie 160°, Innensechskant
Pour offrir les meilleures expériences, nous utilisons des technologies telles que les cookies pour stocker et/ou accéder aux informations des appareils. Le fait de consentir à ces technologies nous permettra de traiter des données telles que le comportement de navigation ou les ID uniques sur ce site. Le fait de ne pas consentir ou de retirer son consentement peut avoir un effet négatif sur certaines caractéristiques et fonctions.
Fonctionnel
Immer aktiv
Le stockage ou l’accès technique est strictement nécessaire dans la finalité d’intérêt légitime de permettre l’utilisation d’un service spécifique explicitement demandé par l’abonné ou l’utilisateur, ou dans le seul but d’effectuer la transmission d’une communication sur un réseau de communications électroniques.
Préférences
Le stockage ou l’accès technique est nécessaire dans la finalité d’intérêt légitime de stocker des préférences qui ne sont pas demandées par l’abonné ou l’utilisateur.
Statistiques
Le stockage ou l’accès technique qui est utilisé exclusivement à des fins statistiques.Le stockage ou l’accès technique qui est utilisé exclusivement dans des finalités statistiques anonymes. En l’absence d’une assignation à comparaître, d’une conformité volontaire de la part de votre fournisseur d’accès à internet ou d’enregistrements supplémentaires provenant d’une tierce partie, les informations stockées ou extraites à cette seule fin ne peuvent généralement pas être utilisées pour vous identifier.
Marketing
Le stockage ou l’accès technique est nécessaire pour créer des profils d’utilisateurs afin d’envoyer des publicités, ou pour suivre l’utilisateur sur un site web ou sur plusieurs sites web ayant des finalités marketing similaires.
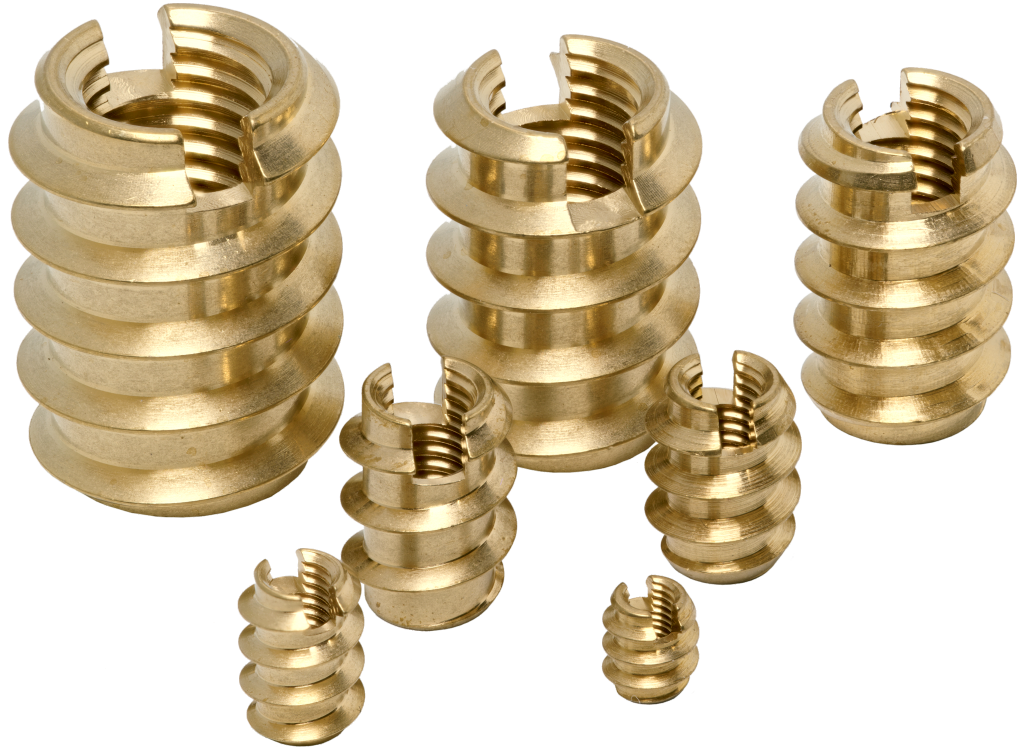
SECAM begleitet Sie seit über 50 Jahren bei der Entwicklung und Industrialisierung von Gewindeeinsätzen für Kunststoffe, Leichtmetalllegierungen und Holz und bietet dabei mehr als 300 Referenzen ab Lager verfügbar an.
SECAM begleitet Sie seit über 50 Jahren bei der Entwicklung und Industrialisierung Ihrer Schrauben für Kunststoffe und Leichtmetalllegierungen. Wir verfügen über ein vollständiges Sortiment von mehr als 700 Referenzen, die ab Lager verfügbar sind.
SECAM ist seit über 50 Jahren Ihr Partner für die Entwicklung und Industrialisierung Ihrer Gewindeeinsätze für Kunststoffe, Leichtmetalllegierungen und Holz. Wir verfügen über ein umfassendes Sortiment von mehr als 300 Referenzen, die ab Lager verfügbar sind.
SECAM ist seit über 50 Jahren Ihr Partner für die Entwicklung und Industrialisierung Ihrer Gewindeeinsätze für Kunststoffe, Leichtmetalllegierungen und Holz. Wir verfügen über ein umfassendes Sortiment von mehr als 300 Referenzen, die ab Lager verfügbar sind.
SECAM begleitet Sie seit über 50 Jahren bei der Entwicklung und Industrialisierung Ihrer Schrauben für Kunststoffe und Leichtmetalllegierungen. Wir verfügen über ein vollständiges Sortiment von mehr als 700 Referenzen, die ab Lager verfügbar sind.
SECAM begleitet Sie seit über 50 Jahren bei der Entwicklung und Industrialisierung von Gewindeeinsätzen für Kunststoffe, Leichtmetalllegierungen und Holz und bietet dabei mehr als 300 Referenzen ab Lager verfügbar an.



 ECO-CONCEPTION
ECO-CONCEPTION