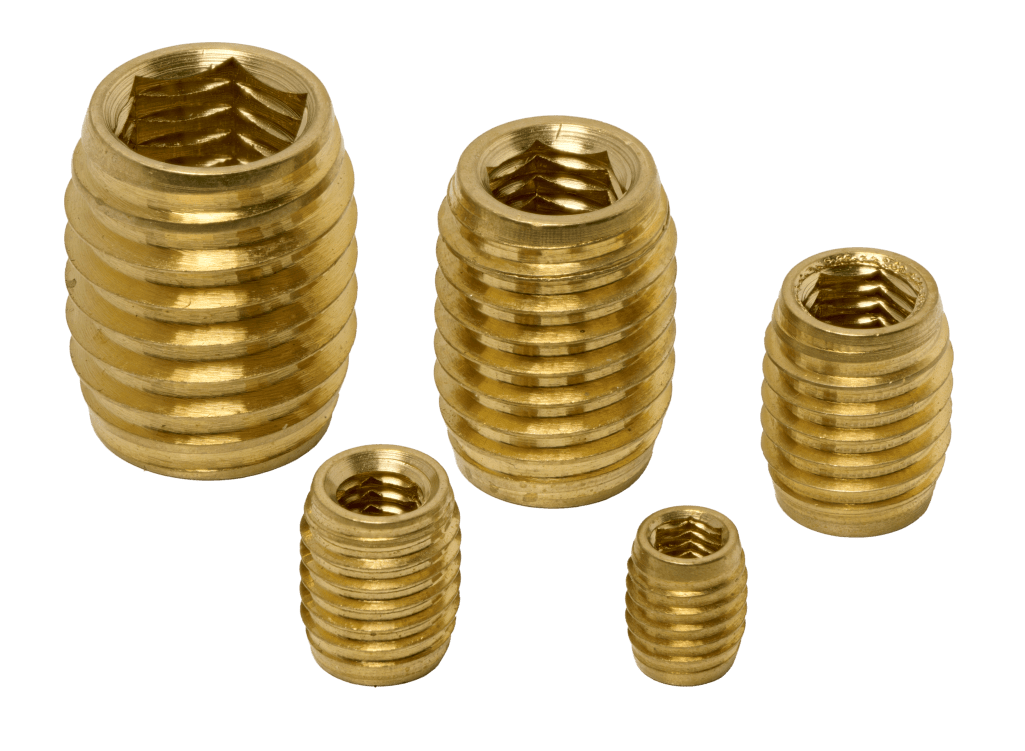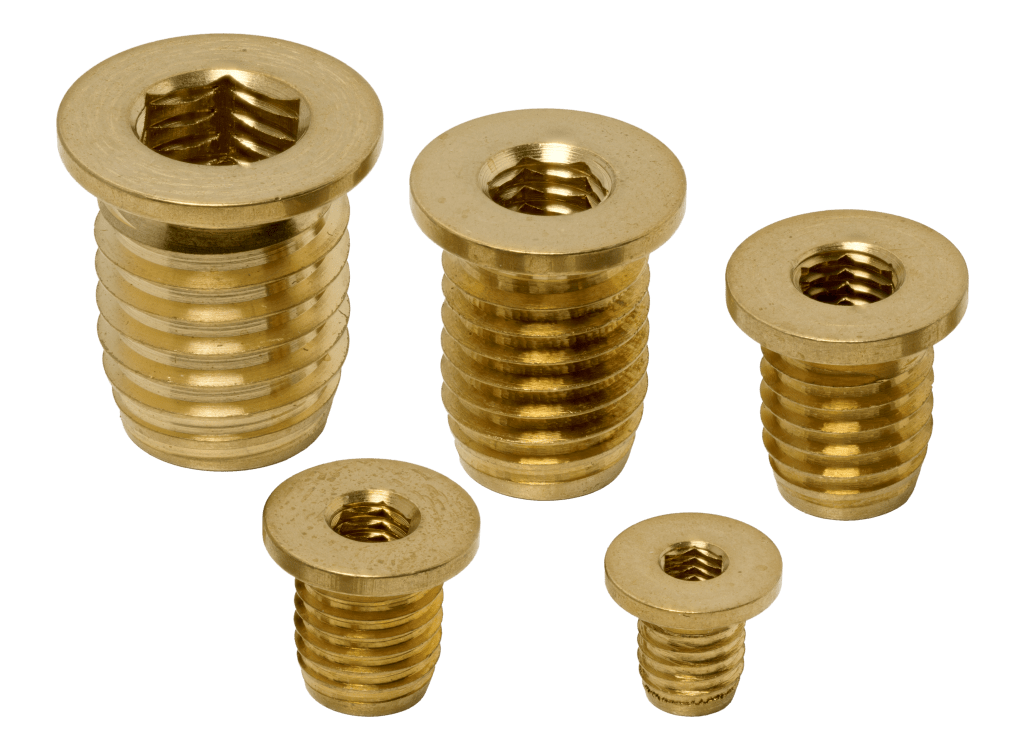

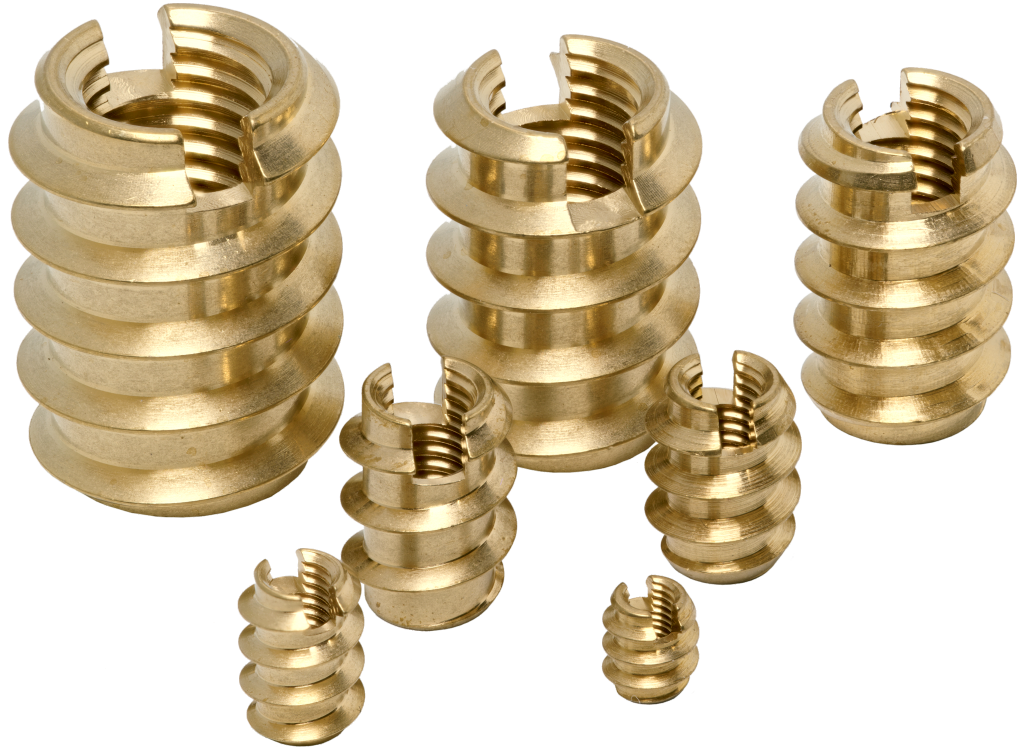
Gewindeeinsatz gewindeformend, mit spezieller Schneidkante
Spezialaussengewinde für Einschrauben in Holz, Holzspan und weiche bis sehr weiche Thermoplaste
Verbindungstechnik
Großserien – E-Shop
Bitte geben Sie Ihre E-Mail-Adresse an, um den Link zum Download-Portal zu erhalten.
Sie erhalten Zugriff auf alle Referenzen mit den verschiedenen Abmessungen.
| Referenz | Gewinde M (6H) | L | Ø E | Ø Kernloch | Technisches Arbeitsblatt | 3D |
|---|---|---|---|---|---|---|
| IV 9 030 060 B055 L 0 | M3 X 0.50 | 6 | 5.5 X 1.60 | 4.1 à 4.3 |  | |
| IV 9 035 080 B065 L 0 | M3.5 x 0.60 | 8 | 6.5 x 1.60 | 5.1 à 5.3 | | |
| IV 9 040 100 B070 L 0 | M4 X 0.70 | 10 | 7 X 2.50 | 5.1 à 5.3 | | |
| IV 9 050 120 B090 L 0 | M5 x 0.80 | 12 | 9 x 3.00 | 6.6 à 6.9 | | |
| IV 9 060 140 B100 L 0 | M6 X 1.00 | 14 | 10 X 4.00 | 7.6 à 7.9 | | |
| IV 9 080 200 B130 L 0 | M8 x 1.25 | 20 | 13 x 4.00 | 9.9 à 10.3 | | |
| IV 9 100 230 B160 L 0 | M10 X 1.50 | 23 | 16 X 5.00 | 12.4 à 12.8 | | |
| IV 9 120 260 B190 L 0 | M12 x 1.75 | 26 | 19 x 5.00 | 15.6 à 15.8 | |
Andere Werkstoffe oder spezielle Geometrien auf Anfrage
Lb Kernlochtiefe
Spänedepot während des Einschraubens
Lb=+2 bis +3mm
Gewindeeinsatzlänge
Gewindeeinsatz über komplette Länge im Kernloch montieren:
Gewindeeinsatzlänge +1mm
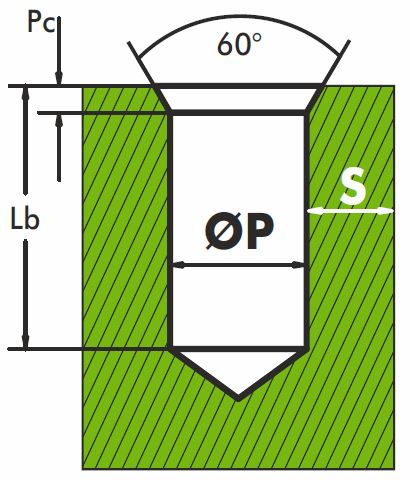
Fase von 60°
Pc =1 à 1.5 x ext. Gew.Steigung
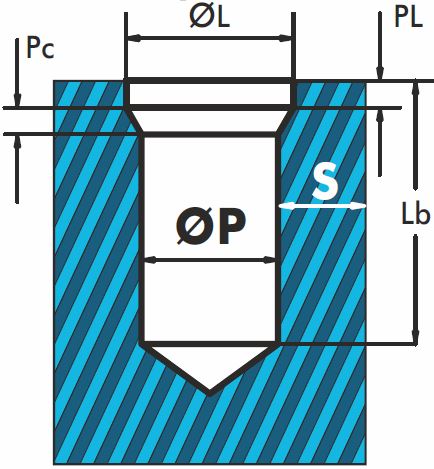
ØL =Øext+0.2 bis 0.4 mm
PL =1 à 1.5 x ext. Gew.Steigung
Pc =1 à 1.5 x ext. Gew.Steigung
Ein grösserer Kerlochdurchmesser erleichtert zwar das Einschrauben führt aber nachteilig zu einer Reduzierung der Auszugskraft und des Verdrehmomentes.
Eine Fase oder spezielle Aufnahmekontur erleichtert die Positionierung und das Einschrauben.
Hängt von der Werkstoffelastizität sowie von den aufgebrachten Kräften (Kerbspannungen) während des Montagevorganges ab.
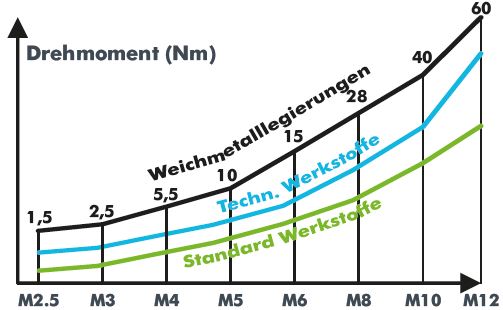
Thermoplaste – Standard: S ≥ 0.25 bis 0.9 Ø aussen GW-Einsatz
Technische Thermoplaste
& High performance Werkstoffe
& Weichmetalllegierungen: S ≥ 0.2 bis 0.6 Ø aussen GW-Einsatz
| Innengewinde | M2.5 M3 | M4 M5 | M6 M8 | M10 M12 | M14 M16 |
| Rotations geschwindigkeit (U/min) | ab 800 – 1300 | ab 600 – 900 | ab 400 – 700 | ab 300 – 450 | ab 240 – 350 |

| Artikel | Ø Innen-gewinde | D2 Ø Schaft (mm) |
|
|---|---|---|---|
| OVM 025 CM 0050 A 0 | M2.5 | 5 | 6 |
| OVM 030 CM 0050 A 0 | M3 | 5 | 6 |
| OVM 040 CM 0050 A 0 | M4 | 5 | 6 |
| OVM 050 CM 0080 A 0 | M5 | 8 | 10 |
| OVM 060 CM 0080 A 0 | M6 | 8 | 10 |
| OVM 080 CM 0080 A 0 | M8 | 8 | 10 |
| OVM 100 CM 0127 A 0 | M10 | 12.5 | 16 |
| OVM 120 CM 0127 A 0 | M12 | 12.5 | 16 |
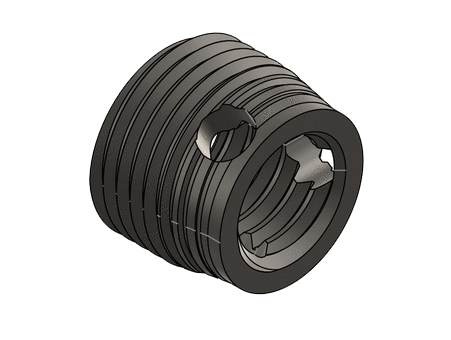
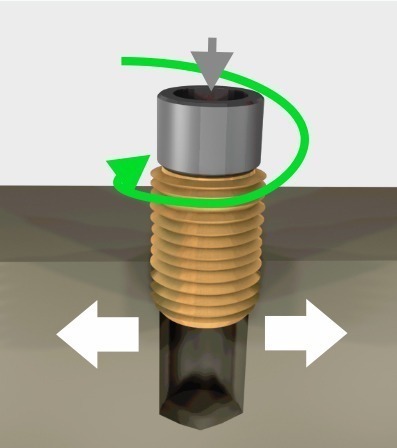
Gewindeeinsatz durch Linksdrehung auf das manuelle Montagehilfsmittel führen
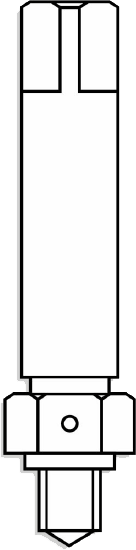
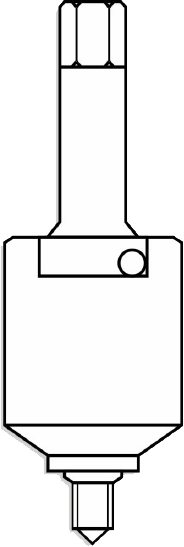
Gewindeeinsatz mit Schneidkante
oder Schneidbohrung nach unten

Gewindeeinsatz mit leichter Vorschubkraft senkrecht einschrauben
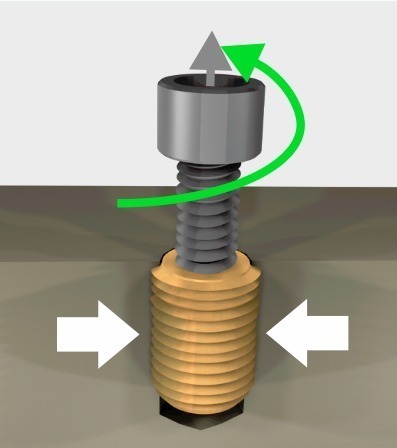
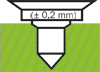
Nach erfolgtem Einschrauben soll der GW-Einsatz 0,1 bis 0,2 mm unterhalb der Oberfläche positioniert sein
(1/4 Umdrehung) 0,1 bis 0,2mm
vertieft eindrehen
Mit einem Entkonterungswerkzeug das Montaghilfsmittel vom Gewindeeinsatz lösen und herausschrauben

Der Zentrierzapfen des Montagehilfsmittels wird in die Mitte des Schneidkantenschlitzes platziert um den Spänetransport nicht zu blockieren.

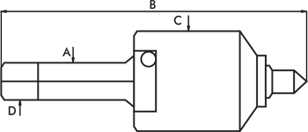
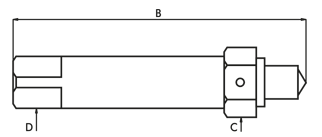
| mit Schaft und Rechteck-Aufnahme | mit Schaft, Nut und ¼“ Sechskant (6,35mm) |
||||
|---|---|---|---|---|---|
| Artikel | Ø Innen-gewinde | Rechteck Aufnahme (mm) | D2 Ø | Artikel | |
| OVA 020 CM 0063 A 0 | M2 | 6.35 | 8 | OVA 020 HM 01/4 A 0 | |
| OVA 025 CM 0063 A 0 | M2.5 | 6.35 | 8 | OVA 025 HM 01/4 A 0 | |
| OVA 030 CM 0063 A 0 | M3 | 6.35 | 8 | OVA 030 HM 01/4 A 0 | |
| OVA 035 CM 0063 A 0 | M3.5 | 6.35 | 8 | OVA 035 HM 01/4 A 0 | |
| OVA 040 CM 0063 A 0 | M4 | 6.35 | 8 | OVA 040 HM 01/4 A 0 | |
| OVA 050 CM 0100 A 0 | M5 | 9.53 | 12.5 | OVA 050 HM 01/4 A 0 | |
| OVA 060 CM 0100 A 0 | M6 | 9.53 | 12.5 | OVA 060 HM 01/4 A 0 | |
| OVA 080 CM 0100 A 0 | M8 | 9.53 | 12.5 | OVA 080 HM 01/4 A 0 | |
| OVA 100 CM 0127 A 0 | M10 | 12.70 | 16 | OVA 100 HM 01/4 A 0 | |
| OVA 120 CM 0127 A 0 | M12 | 12.70 | 16 | ||

Regelung der Vorschubtiefe mit Ziel einer Positionierung von 0,1 bis 0,2 mm unterhalb der Oberfläche
Positionierung des Gewindeeinsatzes auf das Verschraubungswerkzeug Schneidkante oder Schneidbohrung nach unten
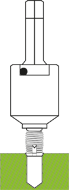
Ansetzen des Gewindeeinsatzes in das Kernloch (Fase), Einschrauben ohne Vorschubdruck.

Vorschubgeschwindigkeit gegen Ende des Einschraubens reduzieren um Beschädigungen im Gewindebereich zu vermeiden.
Produkt |
Untergruppe |
Typ |
Gewinde |
L |
Externe Form |
Ø E |
Werkstoff |
Spezification |
|||||||
Beispiel |
I |
V |
9 |
0 |
3 |
0 |
0 |
6 |
0 |
M |
0 |
5 |
0 |
L |
0 |
|
GW-Insert |
Einschrauben |
mit Schneidkante, für weiche Thermoplaste + Holz |
Innengewinde M3 (1/10 de mm) |
Gesamtlänge 6 mm (1/10 de mm) |
Metrisches Gewinde |
ext. Ø 5 mm |
Messing |
keine |
|||||||
| Untergruppe V Einschrauben S Umspritzen E Expansionsverankerung P Einpressen U Ultraschall-Schweissen |
Untergruppe Einpressen mit Ultraschall Untergruppe Gewindeeinsätze zum Einschrauben Typ K & H V |
Werstoff |
Spzification 0 Keine N Vernickelung ZnNi Korrosionsschutz |

Gültige Dokumente sowie Richtlinien des Industrieverbandes ARTEMA – Befestigungselemente
Gültige Dokumente sowie Richtlinien des Industrieverbandes ARTEMA – Befestigungselemente