Gewindeeinsatz zum Kalt-Einpressen - Typ 2 mit Kopf
Reduzierung der Einpresskraft durch vorhandene Aussenrändelung mit 45° Flankenwinkel
Zentrierzapfen für leichtes Positionieren
Reduzierung der Tubuswanddicke
Reduzierung der Einpresskraft durch vorhandene Aussenrändelung mit 45° Flankenwinkel
Gewindeeinsatz zum Kalt-Einpressen – Typ 2 mit Kopf
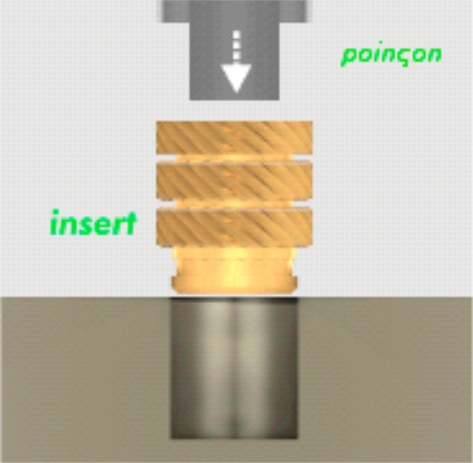
Phase 01
Geeignete Presse (oder Montagebolzen) mit Gewindeeinsatz bestücken. Das Eindrücken erfolgt aufgrund der abgestimmten Presse und einem Pressstempel in ein vorhandenes Kernloch mit gleichförmigem Vorschub, ohne Rupfen.
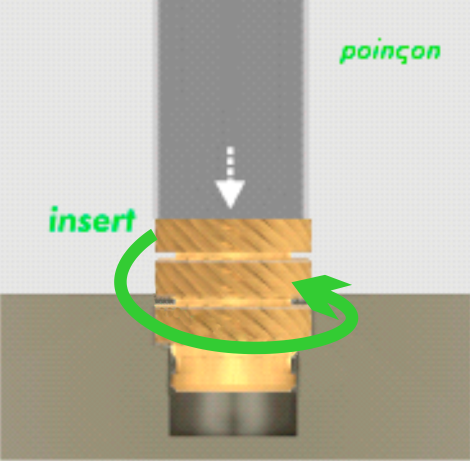
Phase 02
Gewindeeinsatz führt eine leichte Drehbewegung in Richtung des auf der äußeren Mantelfäche sich befindenden Gewindes. Der Pressstempel muss an seiner Kontaktfläche glatt sein, damit er eine Drehbewegung auf den Gewindeeinsatz übertragen kann. Es muss darauf geachtet werden, dass der Gewindeeinsatz axial sauber eingeführt wird.
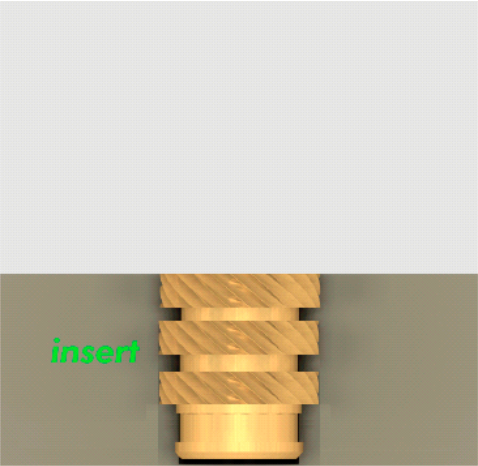
Phase 03
Der Kunststoff deformiert sich beim Einpressen und fließt anschließend in die vorgesehene Außenkontur (Rändelung, Schlitze, Verzahnungen) des Gewindeeinsatzes, was zu einer Erhöhung der Auszugskraft und des Verdrehmomentes führt.
Spzification 0 Keine NVernickelung
ZnNi Korrosionsschutz
Gérer le consentement aux cookies
Pour offrir les meilleures expériences, nous utilisons des technologies telles que les cookies pour stocker et/ou accéder aux informations des appareils. Le fait de consentir à ces technologies nous permettra de traiter des données telles que le comportement de navigation ou les ID uniques sur ce site. Le fait de ne pas consentir ou de retirer son consentement peut avoir un effet négatif sur certaines caractéristiques et fonctions.
Fonctionnel
Immer aktiv
Le stockage ou l’accès technique est strictement nécessaire dans la finalité d’intérêt légitime de permettre l’utilisation d’un service spécifique explicitement demandé par l’abonné ou l’utilisateur, ou dans le seul but d’effectuer la transmission d’une communication sur un réseau de communications électroniques.
Préférences
Le stockage ou l’accès technique est nécessaire dans la finalité d’intérêt légitime de stocker des préférences qui ne sont pas demandées par l’abonné ou l’utilisateur.
Statistiques
Le stockage ou l’accès technique qui est utilisé exclusivement à des fins statistiques.Le stockage ou l’accès technique qui est utilisé exclusivement dans des finalités statistiques anonymes. En l’absence d’une assignation à comparaître, d’une conformité volontaire de la part de votre fournisseur d’accès à internet ou d’enregistrements supplémentaires provenant d’une tierce partie, les informations stockées ou extraites à cette seule fin ne peuvent généralement pas être utilisées pour vous identifier.
Marketing
Le stockage ou l’accès technique est nécessaire pour créer des profils d’utilisateurs afin d’envoyer des publicités, ou pour suivre l’utilisateur sur un site web ou sur plusieurs sites web ayant des finalités marketing similaires.